English
English 中文简体
中文简体 Español
Español عربى
عربى
Контент
- 1 ПА 6 против ПА 12: краткий обзор основной разницы
- 2 Молекулярная структура и плотность амидных групп
- 3 Сравнение ключевых свойств: PA 6 и PA 12
- 4 Поглощение влаги и стабильность размеров
- 5 Армированный стекловолокном PA 6: что предлагают материалы PA6 GF
- 6 Химическая стойкость: где PA 12 превосходит
- 7 Различия в обработке между PA 6 и PA 12
- 8 Термические характеристики и долгосрочное тепловое старение
- 9 Типичные области применения: где используется каждый материал
- 10 Аспекты затрат: PA 6 и PA 12 Экономическая реальность
- 11 PA 6, PA6 GF и PA 12 в аддитивном производстве
- 12 Устойчивое развитие и возможность вторичной переработки
- 13 Как выбрать между PA 6, PA6 GF и PA 12
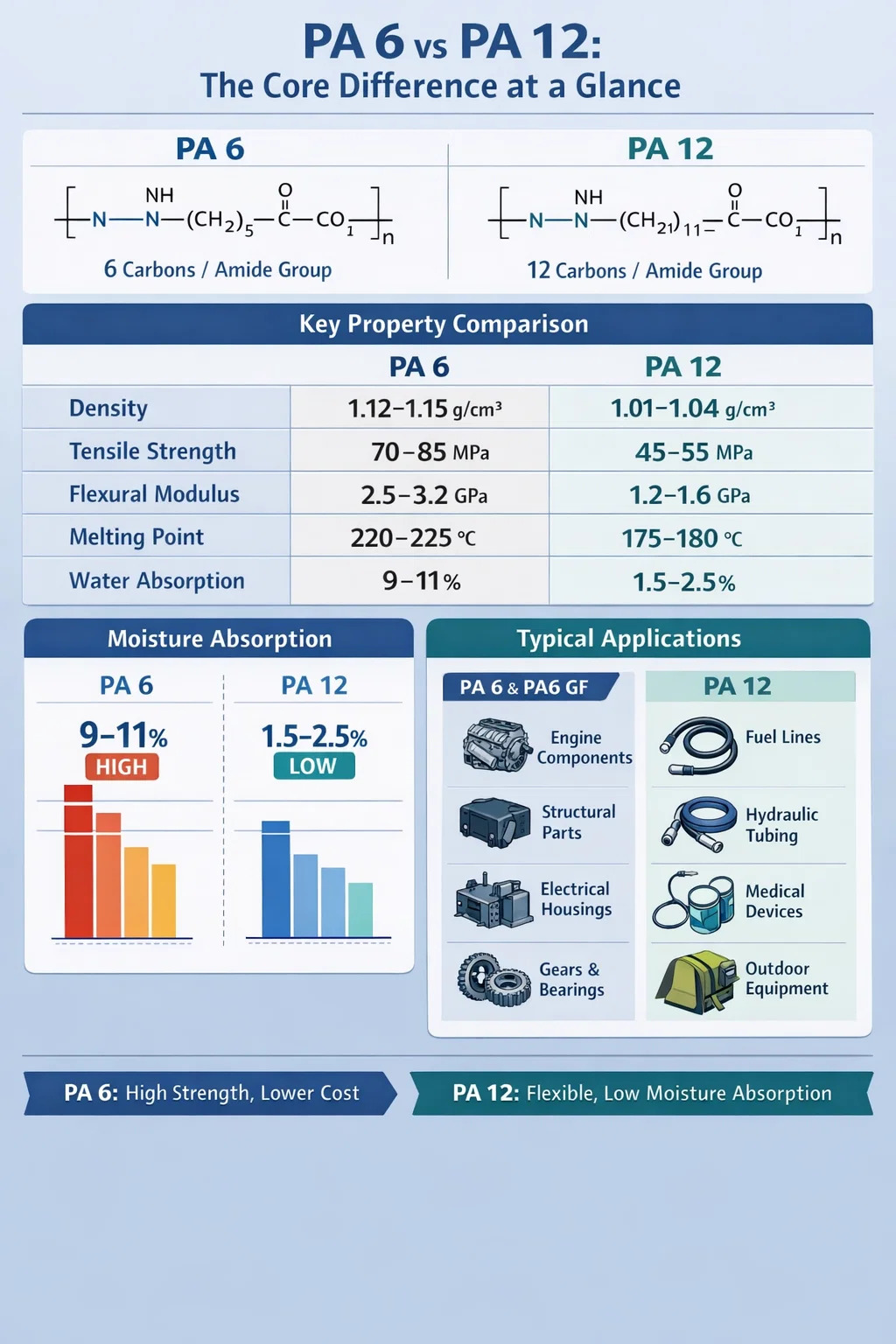
ПА 6 против ПА 12: краткий обзор основной разницы
PA 6 (Полиамид 6, также известный как Нейлон 6) и ПА 12 (Полиамид 12, также известный как Нейлон 12) являются конструкционными термопластами из семейства полиамидов, но они значительно различаются по молекулярной структуре, влагопоглощению, химической стойкости, механическим свойствам и поведению при обработке. Число в их названии соответствует количеству атомов углерода в мономерной цепи — PA 6 состоит из капролактама (6 атомов углерода), а ПА 12 — из лауролактама (12 атомов углерода). Это, казалось бы, простое структурное различие приводит к совершенно разному поведению материалов в реальных приложениях.
Короче говоря: PA 6 обеспечивает более высокую жесткость, лучшую механическую прочность и более низкую стоимость, что делает его идеальным для структурных и несущих компонентов. PA 12 отличается стабильностью размеров, низким поглощением влаги и гибкостью, что делает его предпочтительным выбором для труб, топливопроводов и наружных работ, где влагостойкость имеет решающее значение. При добавлении армирования стекловолокном — формовка Материалы PA6 GF — разрыв в жесткости с PA 12 еще больше увеличивается в пользу PA 6.
Молекулярная структура и плотность амидных групп
Фундаментальное различие между PA 6 и PA 12 заключается в том, как часто вдоль основной цепи полимера появляются амидные группы (-CO-NH-). В ПА 6 амидная связь возникает через каждые 6 атомов углерода. В PA 12 расстояние достигает 12 атомов углерода между каждой амидной связью.
Амидные группы гидрофильны — они притягивают и связывают молекулы воды посредством водородных связей. Это означает, что PA 6 с более высокой плотностью амидных групп поглощает значительно больше влаги, чем PA 12. ПА 6 может поглощать до 9–11% влаги при насыщении водой, а ПА 12 – лишь около 1,5–2,5%. Это немаловажное отличие — оно напрямую влияет на стабильность размеров, механические характеристики и электрические свойства на протяжении срока службы продукта.
Более длинная алифатическая цепь PA 12 также способствует большей подвижности цепи и более низкой температуре стеклования. PA 12 остается гибким даже при температуре до -40°C, поэтому он широко используется в автомобильных топливных и тормозных магистралях в условиях холодного климата.
Сравнение ключевых свойств: PA 6 и PA 12
В таблице ниже представлено параллельное техническое сравнение наиболее важных свойств материалов для инженеров-конструкторов, выбирающих между этими двумя полиамидами.
| Недвижимость | PA 6 | PA 12 |
|---|---|---|
| Плотность (г/см³) | 1,12–1,15 | 1,01–1,04 |
| Предел прочности (МПа) | 70–85 | 45–55 |
| Модуль упругости при изгибе (ГПа) | 2,5–3,2 | 1,2–1,6 |
| Точка плавления (°С) | 220–225 | 175–180 |
| Водопоглощение (насыщение, %) | 9–11 | 1,5–2,5 |
| Низкотемпературная гибкость | Умеренный | Отлично (до -40°C) |
| Химическая стойкость | Хорошо | Отлично |
| Устойчивость к ультрафиолетовому излучению | Умеренный | Хорошо |
| Относительная стоимость материала | Низкий | Высокий (2–3× ПА 6) |
| технологичность | Отлично | Хорошо |
Поглощение влаги и стабильность размеров
Поглощение влаги является одним из наиболее важных факторов, отличающих ПА 6 от ПА 12 в практической инженерии. Детали PA 6 могут изменять свои размеры в пределах 1,5–2,0% в длину поскольку они поглощают атмосферную влагу с течением времени после формования. Это затрудняет использование прецизионных компонентов, изготовленных из неармированного PA 6, в сборках с жесткими допусками, если в конструкции не учтено кондиционирование или не используется армирование стекловолокном для подавления изменений размеров.
PA 12, напротив, демонстрирует изменения размеров менее 0,5% в тех же условиях. Это делает его гораздо более предсказуемым в эксплуатации и является одной из основных причин, по которой проектировщики выбирают PA 12 для гидравлических соединителей, прецизионных фитингов и трубок малого диаметра, где посадка и функциональность должны оставаться неизменными в условиях изменяющейся влажности.
Влага также влияет на механические свойства. Деталь из PA 6, испытанная в сухом виде в формованном виде, может показать прочность на разрыв 80 МПа, но после выдержки до равновесного содержания влаги при относительной влажности 50% это значение может упасть примерно до 55–60 МПа. Это известный компромисс, который необходимо учитывать при выборе PA 6 для структурных применений. PA 12 демонстрирует гораздо меньшие различия — его кондиционные механические свойства остаются близкими к сухим значениям, что упрощает спецификацию материала для проектировщиков.
Армированный стекловолокном PA 6: что предлагают материалы PA6 GF
Когда к PA 6 добавляется стекловолокно, полученный материал PA6 GF (обычно доступный как PA6 GF15, PA6 GF30, PA6 GF50 и т. д., где число указывает содержание стекловолокна в весовых процентах) претерпевает резкое изменение жесткости и прочности. Это одна из наиболее широко используемых стратегий армирования в инженерных пластмассах.
Как стекловолокно меняет характеристики PA 6
PA6 GF30 (30% армированный стекловолокном PA 6) является наиболее часто используемой маркой. Он обеспечивает:
- Прочность на растяжение 170–190 МПа , более чем в два раза больше, чем у неармированного PA 6
- Модуль упругости 8–10 ГПа , по сравнению с 2,5–3,2 ГПа для чистого ПА 6
- Пониженное влагопоглощение — стекловолокно само по себе не впитывает воду, поэтому эффективное влагопоглощение в композите значительно ниже, чем в чистом ПА 6.
- Улучшенная стабильность размеров — коробление и усадка после формования уменьшаются, хотя анизотропная усадка становится новым фактором из-за ориентации волокон.
- Температура теплового отклонения увеличивается примерно до 200–210°С (против ~185°С для чистого ПА 6 при нагрузке 1,8 МПа)
Материалы PA6 GF широко используются во впускных коллекторах автомобилей, крышках двигателей, конструктивных кронштейнах, электрокорпусах и компонентах промышленных насосов. Сочетание высокой жесткости, хорошей термостойкости и относительно низкой стоимости сырья делает PA6 GF30 одним из самых экономичных конструкционных компаундов на рынке.
PA6 GF против PA 12: прямое сравнение
При сравнении материалов PA6 GF с неармированным PA 12 выбор становится более тонким. PA6 GF30 значительно превосходит PA 12 по жесткости и термостойкости, но PA 12 по-прежнему выигрывает по гибкости, химической стойкости к топливу и гидравлическим жидкостям, а также низкотемпературной вязкости. Если приложение требует жесткой детали конструкции, работающей при повышенных температурах, PA6 GF является явным победителем. Если деталь представляет собой гибкий топливопровод или разъем, подвергающийся воздействию тормозной жидкости и зимним температурам -30°C, PA 12 остается правильным выбором.
Химическая стойкость: где PA 12 превосходит
PA 12 обладает превосходной устойчивостью к широкому спектру химикатов по сравнению с PA 6. Более низкая плотность амидных групп делает его более устойчивым к гидролизу и воздействию кислот, щелочей и органических растворителей. В автомобильной промышленности это означает лучшую устойчивость к:
- Топливо, включая смеси этанола (E10, E85) и дизельное топливо.
- Гидравлические и тормозные жидкости (DOT 4 и DOT 5.1)
- Дорожные соли хлорид цинка и хлорид кальция
- Автомобильные смазки и смазочные масла
PA 6 адекватно работает во многих из этих сред, но может проявлять растрескивание под воздействием хлорида цинка под механической нагрузкой — явление, известное как растрескивание под воздействием окружающей среды (ESC). Исторически это было проблемой для зажимов и кронштейнов PA 6 в условиях подкапотного пространства, где присутствуют дорожные брызги, содержащие дорожные соли. PA 12 существенно менее подвержен такому типу сбоев.
Для фармацевтических и пищевых применений PA 12 также предлагает регуляторные преимущества на некоторых рынках благодаря более низкому содержанию экстрагируемых веществ и более стабильному химическому составу поверхности с течением времени.
Различия в обработке между PA 6 и PA 12
Оба материала представляют собой термопласты, обрабатываемые в основном методами литья под давлением и экструзии, но их разные точки плавления и чувствительность к влаге приводят к различным требованиям к обработке.
Требования к сушке
Из-за высокого поглощения влаги PA 6 особенно чувствителен к гидролитическому разложению во время обработки, если его не высушить должным образом. Рекомендуемые условия сушки для PA 6 обычно составляют 80°C в течение 4–8 часов в осушительной сушилке для достижения содержания влаги ниже 0,2%. Неправильная сушка PA 6 приводит к появлению следов, уменьшению молекулярной массы и ухудшению механических свойств отлитой детали. Материалы PA6 GF предъявляют такие же требования к сушке.
PA 12, с его гораздо более низкой гигроскопичностью, требует менее агрессивной сушки — обычно 80°C в течение 2–4 часов достаточно. Это может обеспечить преимущество в эффективности обработки при крупносерийном производстве.
Температура плавления и температура пресс-формы
ПА 6 обрабатывается при температуре плавления 240–280°С, а ПА 12 – при более низкой температуре 200–240°С. Более низкая температура обработки PA 12 может в некоторых случаях снизить потребление энергии и время цикла. Однако более низкая температура плавления PA 12 также означает, что он имеет более низкую температуру непрерывной эксплуатации, что актуально при выборе деталей для работы в горячих средах, таких как автомобильные компоненты под капотом.
Усадка и коробление
Неармированный ПА 6 при формовании изотропно усаживается примерно на 1,0–1,5%. Материалы PA6 GF демонстрируют анизотропную усадку — меньшую в направлении потока (примерно 0,2–0,5%) и большую в поперечном направлении (примерно 0,6–1,2%), что необходимо учитывать при проектировании формы для предотвращения коробления. PA 12 демонстрирует умеренную усадку около 0,8–1,5% и более предсказуемо ведет себя в тонкостенных деталях из-за присущей ему гибкости.
Термические характеристики и долгосрочное тепловое старение
PA 6 имеет более высокую температуру плавления (220–225°C) и, как правило, лучшие термические характеристики, чем PA 12 (175–180°C). При армировании стекловолокном материалы PA6 GF могут работать непрерывно при температурах до 130–150°С (с пакетами термостабилизаторов), что делает их пригодными для применения под капотом автомобилей.
PA 12, с его более низкой температурой плавления, имеет температуру непрерывной эксплуатации, обычно ограниченную примерно 100–110°C. Для применений, требующих постоянного воздействия тепла двигателя или повышенных температур окружающей среды, это может быть дисквалифицирующим ограничением, которое подталкивает разработчиков к материалам PA6 GF или даже к более высокотемпературным полиамидам, таким как PA 46 или PPA.
Доступны термостабилизированные марки обоих материалов. Марки PA6 GF30 HS (термостабилизированные) обычно используются для компонентов двигателя, где ожидается постоянное воздействие температуры 150°C, с допустимыми кратковременными пиками до 170°C. Термостабилизированные марки PA 12 продлевают срок службы при постоянной температуре около 120°C — улучшение, но все же ниже, чем у PA6 GF в аналогичных условиях.
Типичные области применения: где используется каждый материал
Различные профили свойств материалов PA 6, PA6 GF и PA 12 естественным образом приводят к разным областям применения. Следующая разбивка отражает реальные модели использования в основных отраслях.
PA 6 и PA6 GF — основные области применения
- Автомобильная промышленность: Впускные коллекторы (PA6 GF30/GF50), крышки двигателя (PA6 GF30 HS), корпуса воздушного фильтра, компоненты ремней безопасности, педальные системы, колпаки колес.
- Электрика и электроника: Корпуса автоматических выключателей, блоки разъемов, компоненты распределительных устройств, кабельные стяжки, корпуса двигателей
- Промышленное оборудование: Шестерни, подшипники, втулки, компоненты конвейерной ленты, корпуса насосов
- Потребительские товары: Корпуса электроинструментов, компоненты велосипедов, рамы багажа, спортивные товары
- Текстиль: Пряжа, чулочно-носочные, швейные ткани (неармированное волокно ПА 6)
PA 12 — Основные области применения
- Автомобильные трубки: Топливопроводы, тормозные магистрали, гидравлические магистрали, трубки для отвода паров, пневматические тормозные магистрали для грузовых автомобилей.
- Обращение с промышленными жидкостями: Пневматические трубки, линии передачи химикатов, распределение сжатого воздуха
- Медицинские приборы: Компоненты катетеров, рукоятки хирургических инструментов, корпуса устройств для доставки лекарств.
- 3D-печать (SLS): Порошок PA 12 является доминирующим материалом для селективного лазерного спекания благодаря стабильному поведению расплава и гибкости после обработки.
- Морские и подводные: Гибкие трубы, оболочки кабелей, компоненты шлангокабелей для нефтегазовой инфраструктуры
- Обувь: Компоненты лыжных ботинок, детали спортивной обуви, требующие гибкости при минусовых температурах.
Аспекты затрат: PA 6 и PA 12 Экономическая реальность
Стоимость часто является решающим фактором при выборе материала, и PA 6 имеет здесь существенное преимущество. PA 12 обычно стоит в 2–3 раза дороже за килограмм, чем PA 6. , и эта премия увеличивается еще больше при сравнении PA6 GF30 с PA 12. Разница в цене отражает экономику сырья: лауролактам (мономер PA 12) является более сложным и менее широко производимым химическим веществом, чем капролактам (мономер PA 6), который производится в очень больших масштабах во всем мире.
Для крупносерийных потребительских товаров или конструкционных автомобильных компонентов, конструкция которых позволяет использовать материалы PA 6 или PA6 GF, экономия средств значительна. Крупный OEM-производитель автомобилей, производящий 500 000 впускных коллекторов в год, используя PA6 GF30 вместо эквивалента PA 12 (если бы он существовал с достаточной жесткостью), увидел бы экономию сырья, исчисляемую миллионами долларов ежегодно.
Стоимость PA 12 оправдана только тогда, когда его особые свойства — влагостойкость, химическая стойкость, гибкость, низкотемпературные характеристики — действительно необходимы для применения. Завышение спецификации PA 12 там, где достаточно материалов PA 6 или PA6 GF, является обычной, но ненужной затратой в менее опытных программах проектирования.
PA 6, PA6 GF и PA 12 в аддитивном производстве
В контексте аддитивного производства, особенно селективного лазерного спекания (SLS), PA 12 доминирует на рынке сварки в порошковом слое. Его более низкая температура плавления, узкий диапазон плавления и благоприятное поведение при повторном затвердевании облегчают обработку в системах SLS без чрезмерного разрушения неиспользованного порошка между сборками. Наиболее широко используемый в мире коммерческий порошок SLS — EOS PA 2200 — относится к классу PA 12.
Материалы PA 6 и PA6 GF были успешно адаптированы для SLS, и теперь несколько поставщиков предлагают порошковые смеси на основе PA6, армированные стеклянными шариками или углеродным волокном для более высокой жесткости. Однако более высокая температура плавления PA 6 и более узкое технологическое окно делают его более требовательным в системах SLS, и в этом процессе он не получил такого же признания на рынке, как PA 12.
Для FDM (моделирования наплавлением) доступны нити PA 6, но для этого требуются высокотемпературные экструдеры (с соплом выше 240°C) и кожухи из-за склонности материала поглощать влагу и коробиться. PA 12 лучше работает в условиях FDM на открытом воздухе из-за меньшего поглощения влаги и лучшей адгезии слоя при более низких температурах обработки.
Устойчивое развитие и возможность вторичной переработки
И PA 6, и PA 12 являются термопластами и теоретически подлежат вторичной переработке путем переплавки, хотя их механические свойства ухудшаются с каждым циклом обработки из-за разрыва цепи и снижения молекулярной массы. На практике материалы, переработанные после промышленной переработки (PIR), чаще используются в некритических приложениях, таких как кабельные стяжки, трубы и корпуса, отлитые под давлением.
PA 6 имеет значительное преимущество при химической переработке. Капролактам (мономер PA 6) можно извлечь из отходов PA 6 путем деполимеризации и повторно использовать в производстве полимеров первичного качества. Такие компании, как DSM (теперь Envalior) и Lanxess, разработали для этого коммерческие процессы. Химическая переработка PA 12 менее развита и коммерчески менее зрела.
Что касается углеродного следа, PA 12 несет более высокую нагрузку на окружающую среду на килограмм из-за более сложного пути синтеза его мономера. Однако, поскольку детали из PA 12 могут служить дольше в агрессивных средах без разрушения, которое вызывает влага и химические вещества в PA 6, анализ жизненного цикла иногда отдает предпочтение PA 12 в тех случаях, когда он исключает преждевременные отказы и замены.
Существуют биологические версии обоих материалов. PA 6 на биологической основе (с использованием капролактама, полученного биологическим путем из возобновляемого сырья, такого как касторовое масло), и PA 12 на биологической основе (лауролактам, полученный из касторового масла, коммерчески доступен в течение десятилетий, поскольку он производится Evonik под брендом Vestamid) доступны для дизайнеров, стремящихся снизить зависимость от ископаемого топлива.
Как выбрать между PA 6, PA6 GF и PA 12
Выбор между этими материалами должен приниматься на основе систематической оценки требований применения. Следующее руководство представляет собой стартовую структуру:
| Требование к проектированию | Рекомендуемый материал |
|---|---|
| Максимальная жесткость и прочность при минимальных затратах. | ПА6 GF30 или ПА6 GF50 |
| Гибкая трубка или шланг, контактирующий с топливом или гидравлической жидкостью | PA 12 |
| Конструктивный кронштейн, корпус или деталь под капотом до 150°C | PA6 GF30 HS или PA6 GF50 HS |
| Наружная часть с воздействием ультрафиолета и влаги, без высокой нагрузки | PA 12 (или PA6 с УФ-стабилизатором) |
| Прецизионный компонент, требующий жестких допусков на размеры | PA 12 или PA6 GF (с учетом анизотропии) |
| Приложение для 3D-печати SLS | ПА 12 порошок |
| Шестерня или подшипник с низким коэффициентом трения | PA 6 (смазываемый или наполненный MoS₂) |
| Деталь, работающая при температуре -30°C или ниже, требующая гибкости | PA 12 |
Если решение после первоначальной проверки все еще неясно, стоит запросить образцы материала для испытаний у поставщиков и провести испытания для конкретного применения, включая доведение до ожидаемого эксплуатационного содержания влаги перед измерением механических свойств. Тестирование отлитого в сухом состоянии PA 6 с кондиционированным PA 12 искажает сравнение в нереалистичном направлении — всегда сравнивайте материалы в эквивалентных состояниях кондиционирования, репрезентативных для реальных условий эксплуатации.